PRECISION MACHINING 精密機械加工

特殊鋼「ヤスキハガネ」で培った加工技術・ノウハウを難削材の高精度仕上げに応用し、ご要望に沿った品質でご提供致します。
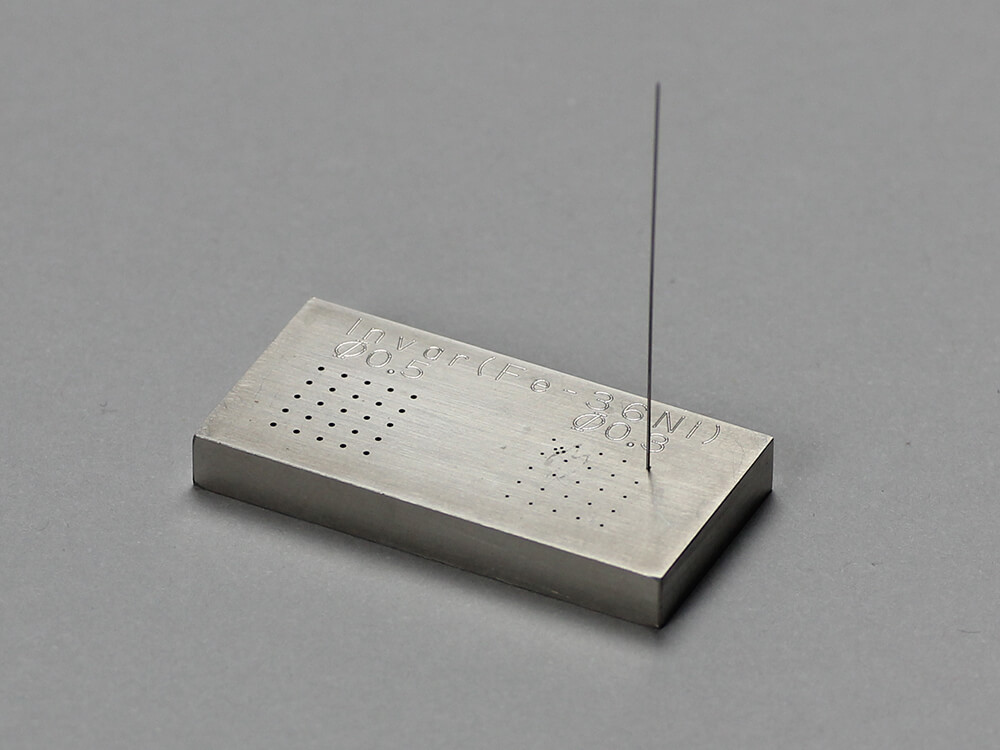 インバー
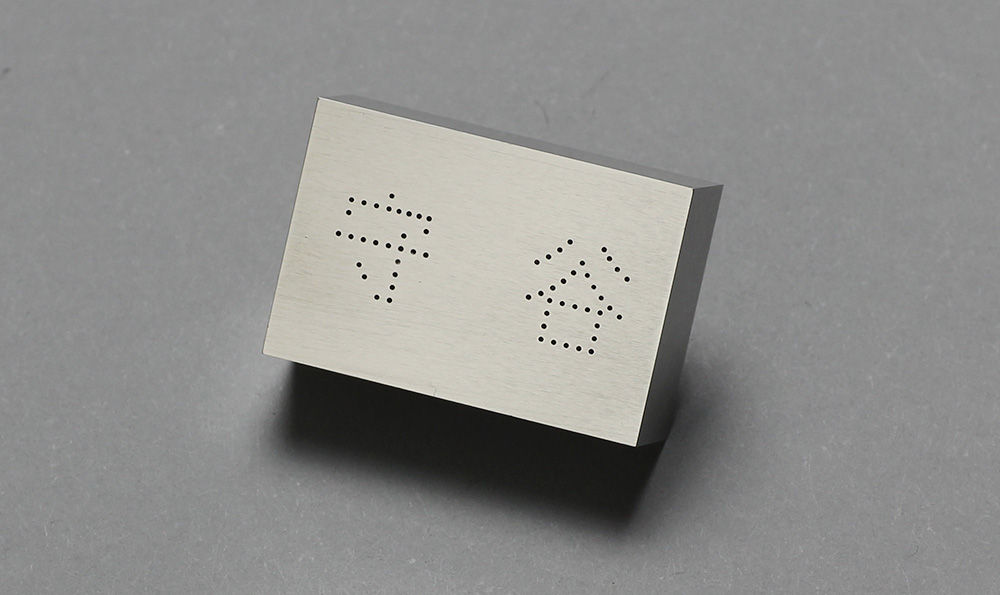
インバー航空・宇宙関連部品や半導体製造装置、医療機器等の分野において、微細穴を高精度に仕上げるニーズが高まってきました。
当社ではアスペクト比(工具径に対する加工深さ)が大きい、小径・深穴加工を、インコネルやチタンといった難削材においても実現しています。
加工における課題は、難削材である上に切削工具が小径なため、加工中の工具破損が起こりやすいこと、切屑の排出や切削加工中での工具摩耗も大きくなり、切削抵抗が大きくなりやすいことです。さらに材質によっては加工硬化が起こりやすいなどの条件が重なってきます。
そのため、材質や加工難易度に応じて、加工工具の選定はもちろんのこと、加工条件(切込み・送り速度・ステップ)や切削液の当て方などにも気を配る必要があります。
また、工具メーカーやコーティングメーカーと共同で加工工具の改良にも取り組んでいます。

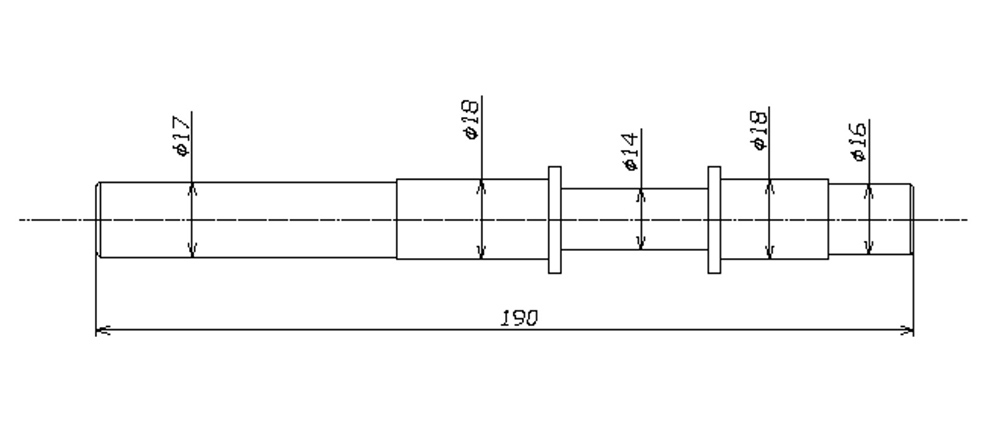
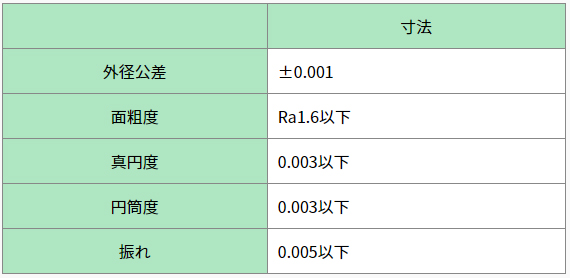
航空機部品・シャフト・スチールベルト等の用途で使用される析出硬化系ステンレス鋼SUS630(H900)はステンレス鋼の中でも特に加工が難しいとされております。
当社ではSUS630(H900)を使ったシャフトの精密円筒仕上げ技術を確立しております。
当社ではアンギュラ型の円筒研削盤を保有しており、円筒部や段部の研削、端面研削が可能です。
円筒研削では、寸法精度、面粗度、真円度、円筒度、同軸度、直角度、振れ精度などが要求されます。
機械の暖機具合や環境の温度変化によっても精度に影響を及ぼすため、気温や研削液の温度などにも注意して加工しております。
月間約300本の各種精密シャフトを加工しており、ばらつきのない常に安定した品質・精度を実現しております。
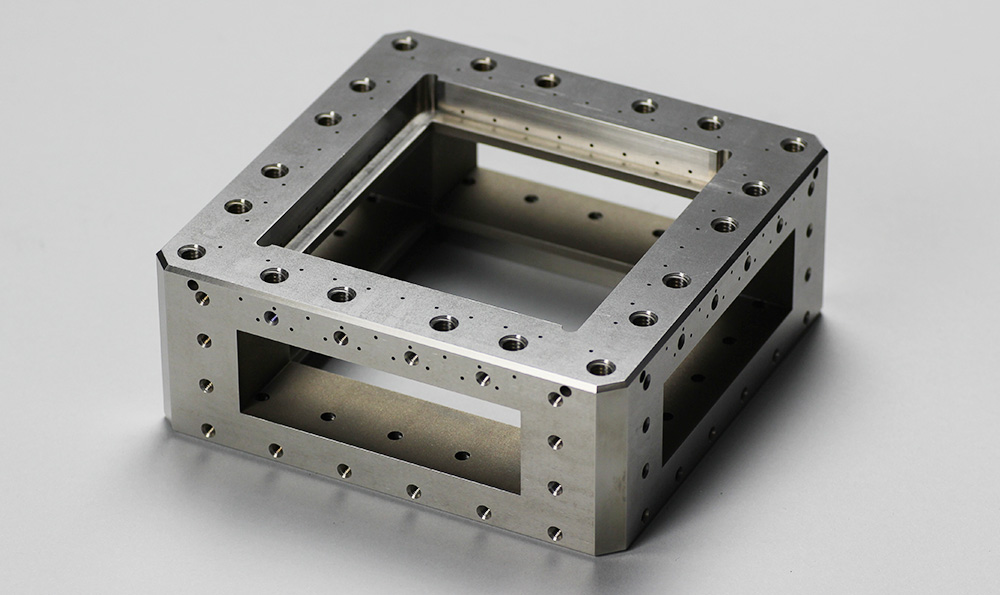
 サイズ:700L×500W×10t
サイズ:700L×500W×10t各種先端分野において部品の高精度化が要求される中、取り付けの制約や機能面で平面のうねりが課題になる場面があります。このようなニーズに対し当社では、残留応力の除去や加工歪の抑制によって、高精度平面を実現する加工技術を確立しています。
右図の製品では、部品形状が額縁状であることから、応力に対し部品自体の強度が不足し、変形が顕著に表れます。
当社では、仕上げ工程だけではなく、荒加工を含めた加工歪の低減や熱処理による残留応力除去など、複数のノウハウを組み合わせることで高精度平面を実現し、先端分野におけるテクノロジーの進化に貢献しています。



【本社】
〒692-0057
島根県安来市恵乃島町113-1
FAX:0854-23-1403
【東京営業所】
〒105-0014
東京都港区芝二丁目3番3号JRE芝二丁目大門ビル3階
FAX:03-5765-7507